Tiếng
Anh
Tiếng
Anh

 Tiếng Anh
Tiếng Anh

DÂY CHUYỀN SƠN TREO – PHƯƠNG PHÁP NÂNG CAO HIỆU QUẢ
Hiệu quả sản xuất từ dây chuyền sơn treo
Trong dây chuyền sơn treo nói riêng và trong ngành sơn nói chung “Nâng cao hiệu quả” là điều quan trọng và thiết yếu. Đối với những khu công nghiệp phức hợp, có nhiều dây chuyền và công đoạn, việc nâng cao năng suất của một khâu sẽ ảnh hưởng đến toàn bộ quy trình sản xuất.
Trong ngành sơn cũng vậy, nhu cầu xử lý bề mặt các loại vật liệu ngày càng nhiều và yêu cầu cao. Vì thế, các kỹ sư đã phát triển một phương pháp treo nhiều sản phẩm lên giá sơn giúp tăng năng suất và tiết kiệm được rất nhiều phí khác.

Dây chuyền sơn treo sản phẩm của CNC VINA
Cơ sở xây dựng phương pháp
Nghiên cứu tại các doanh nghiệp sơn cho thấy rằng các chi phí sơn phủ là cố định trong nhiều năm qua, trong khi giá thành năng lượng ngày càng trở nên đắt đỏ. Điều này làm dẫn đến các dây chuyền sơn không đem lại lợi nhuận trong sản xuất.
Lấp đầy dây chuyền nghĩa là tối đa hóa số lượng các sản phẩm trên dây chuyền sơn trong khi vẫn đảm bảo khả năng phủ kín bề mặt của chúng. Để thực hiện lý thuyết đó, trước tiên phải tiến hành đo lường năng suất của dây chuyền hiện tại (chỉ số OEE – hiệu suất thiết bị tổng thể), nhanh chóng phát hiện ra những hao phí trong quá trình sản xuất. Qua đó, trả lời được hai câu hỏi lớn:
- Doanh nghiệp có sử dụng trang thiết bị một cách hiệu quả không?
- Doanh nghiệp cần cải tiến ở bước nào để tăng hiệu quả của trang thiết bị.
OEE là một chỉ số của TPM (Bảo trì năng suất toàn diện), một công cụ của quản lý Sản xuất tinh gọn. TPM đưa ra một lý thuyết về “Sáu tổn thất lớn” cho rằng máy móc (hoặc dây chuyền sản xuất) không tạo ra giá trị nếu xảy ra một trong các tổn thất sau:
Máy móc bị hỏng
Đây là loại tổn thất khi máy ngừng hoạt động khi gặp sự cố hỏng hóc hoặc thiếu nhân lực, nguyên liệu để vận hành – khoảng thời gian mà đáng lẽ thiết bị được lên kế hoạch sản xuất nhưng bị buộc dừng hoạt động. Loại tổn thất này là loại tổn thất dễ nhận diện nhất trong hoạt động sản xuất do tính bất thường và mức độ tác động rõ nét của nó đến hoạt động sản xuất liên tục tại nhà máy.
Tổn thất này được xếp vào nhóm tổn thất mức độ khả dụng trong OEE
Hiệu chỉnh thông số máy
Đây là loại tổn thất sinh ra do quá trình thiết lập và điều chỉnh thiết bị trong khoảng thời gian mà thiết bị được lên lịch sản xuất. Loại tổn thất này có thể hiểu khái quát hơn là bất kỳ tổn thất nào sinh ra do những thời điểm dừng máy theo kế hoạch nào trong quá trình sản xuất
Tổn thất này được xếp vào nhóm tổn thất mức độ khả dụng trong OEE
Tốc độ chậm
Trong một số trường hợp, thiết bị được vận hành ở tốc độ thấp hơn so với tốc độ thiết kế/tiêu chuẩn gây ra tổn thất đối với OEE. Loại tổn thất này bao gồm các tổn thất phát sinh do:
- Máy vận hành chậm trong điều kiện không phù hợp (điều kiện làm việc, nguyên vật liệu…)
- Máy vận hành ở tốc độ chậm hơn theo yêu cầu sản xuất thực tế.
- Máy vận hành chậm do yếu tố năng lực và kinh nghiệm của nhân viên vận hành.
- Máy vận hành chậm do các linh kiện phụ tùng xuống cấp bị dơ/rão/mòn/bội trơn kém.
- Do tính chất của nó, tổn thất này được xếp vào nhóm tổn thất về hiệu suất trong OEE.
Phế phẩm
Tổn thất này sinh ra do các sản phẩm sai lỗi được tạo ra khi thiết bị được cho là hoạt động trong tình trạng “bình thường” và biểu hiện qua các sản phẩm phải làm lại ngay tại công đoạn, phế liệu và các sự cố chất lượng ở những công đoạn tiếp theo khi các sản phẩm lỗi bị lọt qua.
Tổn thất này được xếp vào nhóm Tổn thất về chất lượng trong OEE.

Quản lý chất lượng trong sản xuất
Những khiếm khuyết khởi động
Tổn thất này sinh ra do các khiếm khuyết về quy trình vận hành hoặc việc điều chỉnh sai thông số thiết bị khi khởi động dẫn đến việc sản xuất ra các sản phẩm lỗi trước khi thiết bị đạt trạng thái sản xuất ổn định. Các sản phẩm lỗi này có thể được phát hiện ngay để loại bỏ, sửa chữa hoặc lọt qua các quá trình tiếp theo gây ra tác động lớn đến chất lượng của doanh nghiệp.
Tổn thất này được xếp vào nhóm Tổn thất về chất lượng trong OEE.
Phương pháp lấp đầy dây chuyền sơn
Từ cơ sở trên, các kỹ sư đã phát triển một công cụ tính toán dựa trên dữ liệu đầy đủ về dây chuyền sơn treo, trong đó có thể tính toán hiệu quả của các biện pháp năng suất khác nhau. Bằng cách nhập 6 thông số khác nhau liên quan đến dây chuyền phủ và bằng cách phân tích loại sản phẩm.
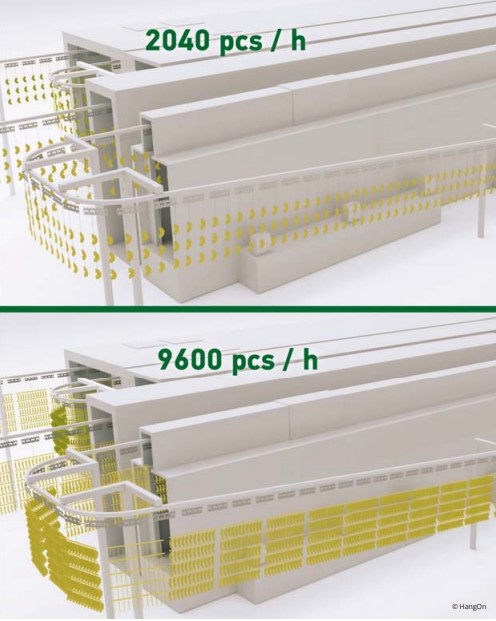
Thay đổi kết cấu giúp dây chuyền sơn treo tăng sản lượng
Các công ty sơn và phủ hiếm khi đo lường OEE và rất khó khăn cho việc cải tiến trong lĩnh vực này. Tuy nhiên, sau khi tiến hành phân tích sáu tổn thất lớn trong một dây chuyền sơn phủ, cho thấy yếu tố tốc độ thường có tiềm năng cải thiện lớn nhất bằng cách tăng mật độ treo.
Đây là nơi đặt nền tảng cho triết lý sản xuất “điền vào dây chuyền” bằng cách nhập 6 thông số khác nhau liên quan đến dây chuyền phủ và phân tích chủng loại sản phẩm, phương pháp tính toán năng lượng, lao động, sơn tĩnh điện và chi phí dây cố định cộng với chi phí cho mỗi điểm treo.
Điều này cho phép khách hàng phát triển chiến lược treo cải tiến và tính hiệu quả tiết kiệm của nó. Phân tích các dữ liệu thống kê có thể đưa ra các quyết định nâng cao hiệu quả như bổ sung thêm súng phun hoặc sử dụng bột có chất lượng cao hơn.
Một phân tích cho thấy nếu tính toán hiệu quả có thể nâng cao năng suất, tiết kiệm 38% tổng chi phí phủ và phủ nhanh hơn 2,5 lần so với truyền thống, đạt hiệu quả sản xuất cao hơn.
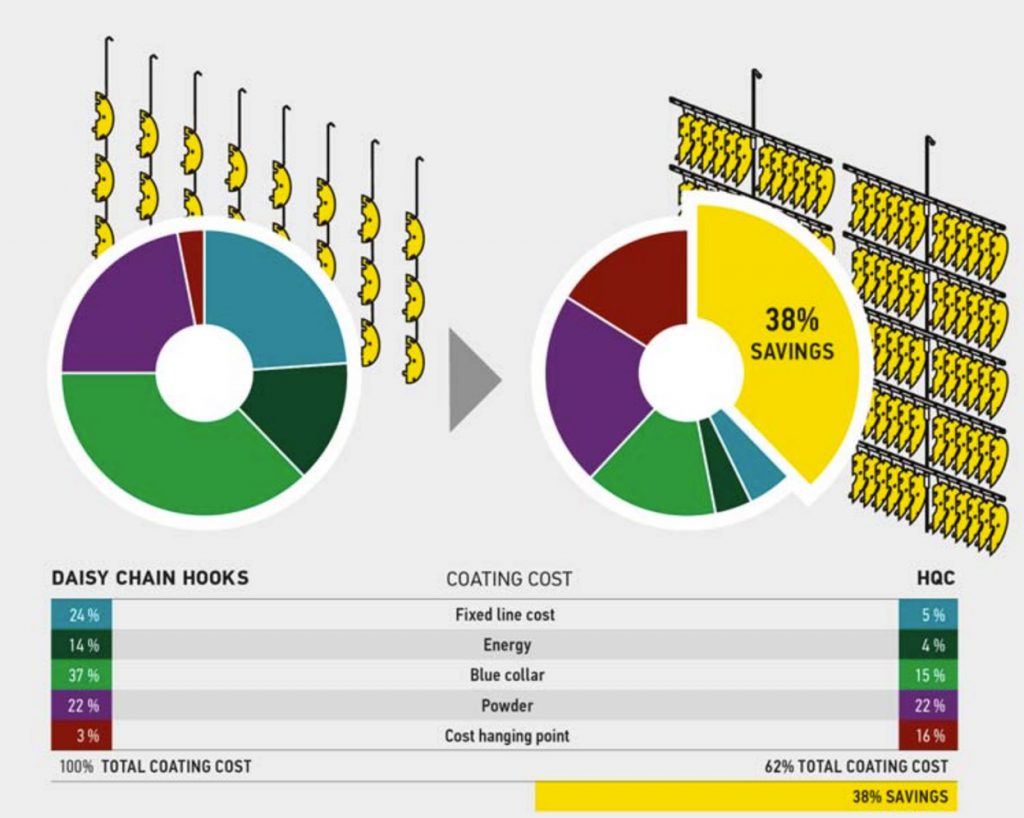
Chỉ tiêu tiết kiệm chi phí, hiệu quả của dây chuyền sơn treo
Tìm hiểu thêm về các chủng loại dây chuyền sơn do CNC VINA chế tạo tại đây hoặc liên hệ để tư vấn để giúp đầu tư hiệu quả cho lĩnh vực sơn