Tiếng
Anh
Tiếng
Anh

 Tiếng Anh
Tiếng Anh

Hệ thống di chuyển cho máy lắp ráp tự động
Phân loại các hệ thống di chuyển cho máy lắp ráp tự động
Hệ thống di chuyển trong lắp ráp tự động (Transfer) có tác dụng kết nối các hoạt động lắp ráp riêng lẻ khác nhau, tại các trạm riêng biệt. Đối với phương pháp lắp ráp này, cần chuyển các cụm lắp ráp đã hoàn thành một phần từ trạm làm việc này sang trạm làm việc khác.
Khi lắp ráp đi từ trạm này sang trạm khác, điều cần thiết là nó phải được duy trì ở trạng thái cần thiết. Với mục đích này, tổ hợp thường được xây dựng trên bệ hoặc bàn gá sản phẩm, và máy được thiết kế để chuyển bàn gá sản phẩm làm việc từ trạm này sang trạm khác.
Tùy theo các ứng dụng và cấu tạo máy khác nhau, máy lắp ráp phân thành 2 loại: dạng các bàn gá sản phẩm được chuyển thẳng hàng dọc theo đường trượt thẳng và máy trong đó các bàn gá sản phẩm di chuyển theo đường tròn. Trong cả hai loại máy, việc chuyển bàn gá sản phẩm có thể liên tục hoặc không liên tục.
Hệ thống di chuyển liên tục
Hệ thống di chuyển trong máy tự động di chuyển liên tục, các bàn gá sản phẩm đang di chuyển với tốc độ không đổi trong khi các đầu làm việc bước theo. Khi hoàn thành các hoạt động, các đầu làm việc quay trở lại vị trí ban đầu và một lần nữa, theo kịp các bàn làm việc.
Thêm một phương án khác, các đầu làm việc di chuyển theo một đường tròn tiếp tuyến với chuyển động của các bàn gá sản phẩm. Trong cả hai trường hợp, các hoạt động lắp ráp được thực hiện trong khoảng thời gian mà các đầu làm việc đang theo kịp với các bàn làm việc.
Các hệ thống di chuyển (Transfer) liên tục có ứng dụng hạn chế trong lắp ráp tự động vì các đầu làm việc và thiết bị liên quan thường nặng và do đó phải đứng yên. Cũng khó duy trì sự liên kết đủ chính xác giữa đầu làm việc và bàn gá sản phẩm trong chu kỳ vận hành vì cả hai đều đang chuyển động.
Máy vận chuyển liên tục phổ biến nhất trong các ngành công nghiệp như chế biến thực phẩm hoặc mỹ phẩm, nơi các chai và lọ phải được đổ đầy chất lỏng.
Hệ thống di chuyển gián đoạn dạng mâm xoay
Truyền gián đoạn là hệ thống được sử dụng phổ biến hơn cho hệ thống di chuyển của lắp ráp tự động. Như tên của nó, các bàn gá sản phẩm được vận chuyển không liên tục và các đầu làm việc vẫn đứng yên. Thông thường, việc di chuyển tất cả các bàn gá sản phẩm xảy ra đồng thời và sau đó các bàn gá đứng yên để có thời gian cho các hoạt động lắp ráp.
Những máy này có hai loại: máy với bàn xoay phân độ và máy trong truyền. Với các bàn xoay phân độ, việc phân độ của bàn lần lượt mang các vật mang phôi đến dưới các đầu làm việc khác nhau và quá trình lắp ráp sản phẩm được hoàn thành trong một vòng quay của bàn. Do đó, tại trạm thích hợp, một sản phẩm hoàn chỉnh có thể được lấy ra khỏi máy sau mỗi một vòng quay.
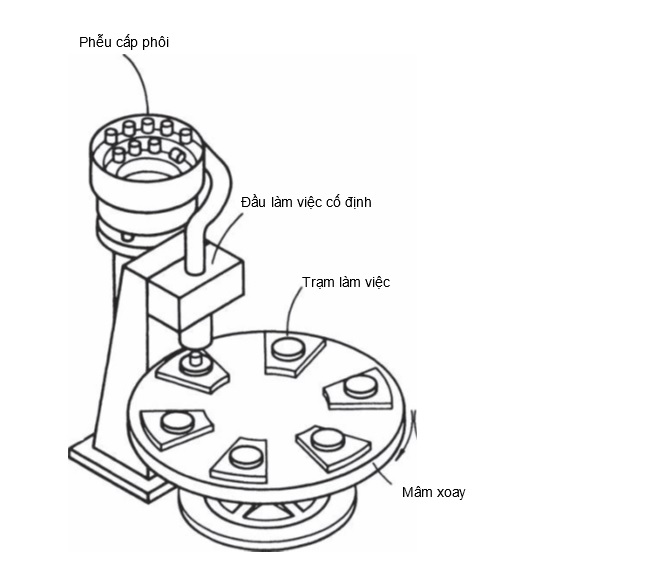
Hệ thống di chuyển máy tự động dạng mâm xoay
Máy phân độ trong dây chuyền hoạt động theo nguyên tắc tương tự, nhưng trong trường hợp này, một sản phẩm hoàn chỉnh sẽ bị bỏ ra khỏi cuối chuyền sau mỗi chỉ mục. Với các máy trong dây chuyền, phải đưa các bàn gá sản phẩm trống về đầu dây chuyền.
Hệ thống di chuyển dạng thẳng
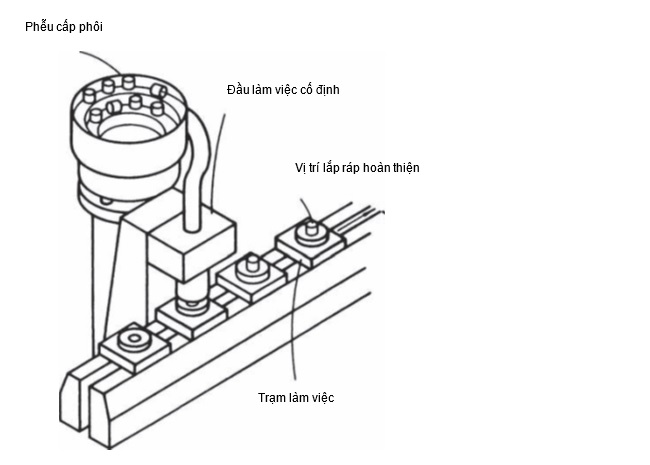
Hệ thống di chuyển cho máy lắp ráp tự động dạng thẳng
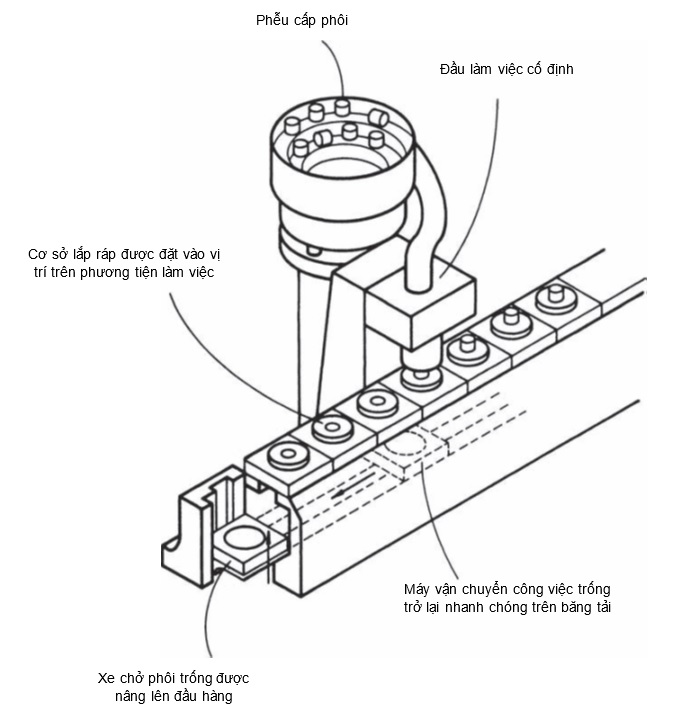
Máy lắp ráp với trạm tuyến tính như trên sẽ không thuận tiện trong việc lấy sản phẩm và cấp bàn gá sản phẩm trống, người ta sẽ thiết kế thông minh hơn với hệ thống thu hồi pallet trống khi lấy sản phẩm ra và đưa về đầu dây chuyền.
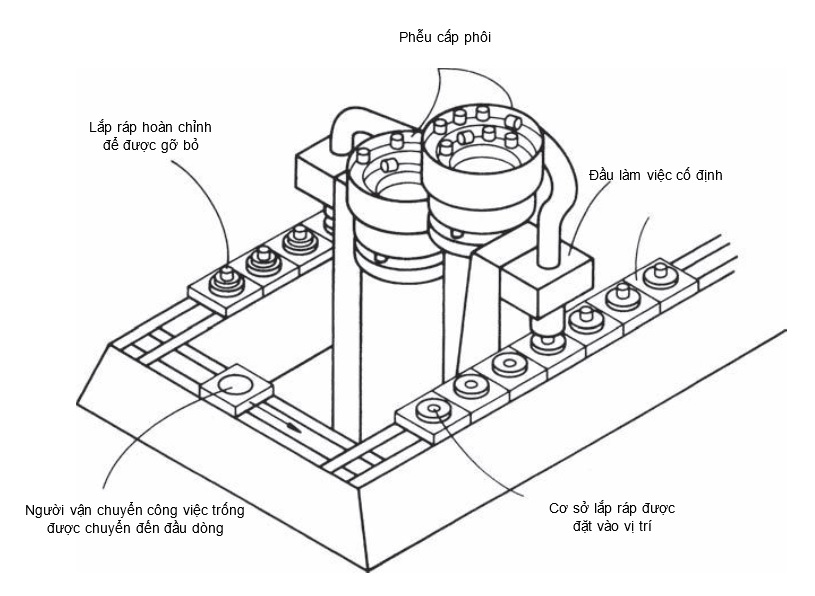
Trong hệ thống này, các bàn gá sản phẩm có độ dài bằng khoảng bước di chuyển tiêu chuẩn. Khi bắt đầu chu kỳ hoạt động, vị trí bàn gá sản phẩm ở cuối dây chuyền bị bỏ trống. Một cơ chế đẩy các bàn gá dịch chuyển từng bước đến các cụm lắp ráp.
Tại mỗi điểm này các bàn gá sẽ được cố định lại. Sau khi thực hiện xong thao tác tại một trạm, bộ transfer sẽ di chuyển bàn gá tới trạm tiếp theo. Khi đi đến cuối trạm, người vận hành sẽ tháo sản phẩm ra. Bàn gá sản phẩm trống sẽ được thu hồi quay lại đầu dây chuyền.
Máy lắp ráp trong dây chuyền với các bàn gá sản phẩm chuyển hướng quay trở lại trong mặt phẳng thẳng đứng.
Hệ thống di chuyển thu hồi bàn gá sản phẩm theo mặt phẳng ngang
Bên cạnh các máy lắp ráp thu hồi bàn gá sản phẩm trong mặt phẳng thẳng đứng còn có các máy lắp ráp bàn gá trống quay trở lại theo mặt phẳng nằm ngang. Trong trường hợp này, việc chuyển từ dây chuyền lắp ráp sang băng tải trở lại đơn giản hơn, nhưng sử dụng diện tích sàn lớn hơn.
Trong thực tế, khi vận hành trên mặt phẳng nằm ngang, thông thường sẽ lắp thêm các đầu lắp ráp và thiết bị vận chuyển liên quan vào vị trí của nó.
Tuy nhiên, hệ thống này có nhược điểm là khó phù hợp với các bàn gá sản phẩm khác nhau. Một bất lợi nữa với tất cả các hệ thống gá đỡ là bản thân gá đỡ công việc phải được sản xuất chính xác.
Ví dụ: nếu xảy ra lỗi 0,025 mm trên chiều dài của mỗi gá đỡ làm việc trong máy 20 trạm, thì lỗi căn chỉnh 0,5 mm sẽ xảy ra ở trạm cuối cùng. Lỗi này có thể gây ra những khó khăn nghiêm trọng trong hoạt động của đầu làm việc.
Tuy nhiên, trong tất cả các hệ thống transfer trong dây chuyền, thông thường mỗi bộ phận vận chuyển công việc, sau khi vận chuyển, sẽ được định vị lần cuối và khóa bằng pít-tông định vị trước khi bắt đầu vận hành lắp ráp.
Hệ thống di chuyển trong dây chuyền với các bàn gá sản phẩm chuyển hướng quay trở lại trong mặt phẳng nằm ngang.
Hệ thống di chuyển tự động kết hợp với người vận hành
Với tất cả các hệ thống di chuyển (transfer) được mô tả trước đó, thông thường chu kỳ hoạt động diễn ra ở một tốc độ cố định và mọi hoạt động thủ công liên quan phải theo kịp tốc độ; điều này được gọi là tốc độ máy. Tuy nhiên, có sẵn các máy mà chu kỳ hoạt động mới chỉ có thể được bắt đầu khi nhận được tín hiệu cho biết rằng tất cả các hoạt động trước đó đã được hoàn thành.
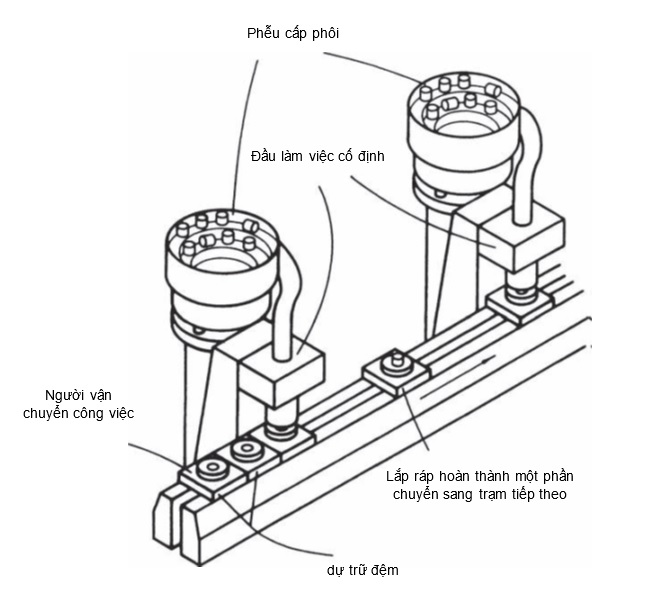
Một đặc điểm cơ bản chung cho tất cả các hệ thống được mô tả là sự cố của bất kỳ đầu làm việc riêng lẻ nào sẽ dừng toàn bộ máy và quá trình sản xuất sẽ dừng lại cho đến khi lỗi được khắc phục. Một loại máy có nhịp độ người vận hành không liên tục trong dây chuyền, được gọi là máy chuyển đổi tự do hoặc máy không đồng bộ.
Sau khi hoàn thành thao tác lắp ráp, bàn gá sản phẩm được giải phóng và chuyển đến trạm tiếp theo bằng băng tải, với điều kiện là có sẵn một không gian trống. Do đó, trên một máy truyền tự do, một lỗi tại bất kỳ trạm nào sẽ không nhất thiết ngăn các trạm khác hoạt động. Sau này sẽ thấy rằng đây có thể là một yếu tố quan trọng khi xem xét tính kinh tế của các máy chuyển khác nhau để lắp ráp tự động.
Hệ thống di chuyển tự do nội tuyến hoặc máy không đồng bộ.
Tham khảo trong sản phẩm của CNC VINA tại: