Máy gia công tích hợp theo yêu cầu là một loại máy tự động ngành cơ khí hay sử dụng cho các nhu cầu sản xuất hàng loạt-massmproduction. Sử dụng máy gia công tích hợp giúp giảm được rất nhiều thời gian so với phương pháp gia công truyền thống. Thường mất rất nhiều thời gian và công sức cho việc rà gá, định vị kẹp chặt phôi. Máy gia công lô loạt, tích hợp điều khiển tự động có ưu điểm là gia công sản phẩm hàng loạt với năng suất rất cao (khoảng 2.000-2.500 sản phẩm/ca). Thời gian để kết thúc 4 nguyên công (cycle time) chỉ tính bằng giây.
Thông số kỹ thuật của máy gia công tự động tích hợp Model 171020816
Kích thước tham khảo: 2000 ( W ) x 2500 ( D ) x 1800 ( H ) (mm).
Chiều cao vận hành của máy: 915 mm tính từ mặt sàn.
Nguồn 3 phase, AC 380 V, 50 Hz.
Điện áp điều khiển: DC 24 V
Yêu cầu nguồn khí: 0.4 – 0.6 Mpa.
Yêu cầu về nguồn thủy lực: Nguồn tổng áp suất max 80 Mpa.
Tốc độ khỏa đầu to và nhỏ của chi tiết: 1900 vòng/phút, bước tiến 0.3mm/vòng.
Tốc độ taro ren: 600 vòng/phút.
Tốc độ và xẻ rãnh chi tiết: 1900 vòng/phút, bước tiến 0.3mm/vòng.
Chương trình gia công, chế độ cắt đã được cài đặt sẵn trong máy và dễ dàng thay đổi. Máy có thể thay đổi cài đặt linh hoạt theo từng model sản phẩm khách hàng cung cấp từ trước.
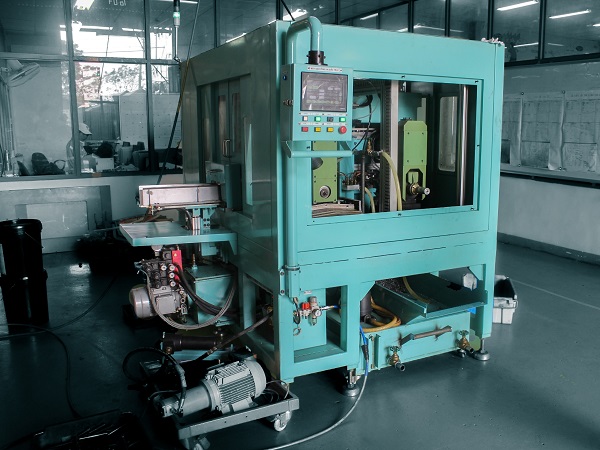
Cấu tạo và nguyên lý hoạt động của máy gia công tích hợp do CNCVina thiết kế và chế tạo
Máy gồm 6 cụm chính:
- Cụm khung dưới, thân bệ và khung kết cấu máy
- Cụm di chuyển (cụm băng tải)
- Cụm trục chính bao gồm 4 đầu với chức năng khỏa mặt và taro, xẻ rãnh. Di chuyển bằng bàn trượt ray dẫn hướng. Vận hành tự động thông qua hệ thống điều khiển servo và biến tần.
- Cụm định vị, định vị và kẹp chặt chi tiết
- Cụm thùng tưới nguội
- Thùng thủy lực
Chi tiết được đưa vào băng tải đồng loạt và được di chuyển vào phía trong không gian gia công của 4 đầu. Tới vị trí gia công, chi tiết được định vị và kẹp chặt bằng cơ cấu JIG, kẹp chính xác. Ở cùng 1 thời điểm, máy sẽ thực hiện các nguyên công cùng lúc như khỏa cả 2 mặt ở 2 đầu to và nhỏ trên chi tiết. Taro lỗ và xẻ rãnh. Sau đó sản phẩm hoàn thiện được được đưa ngoài, kết thúc cycle time.
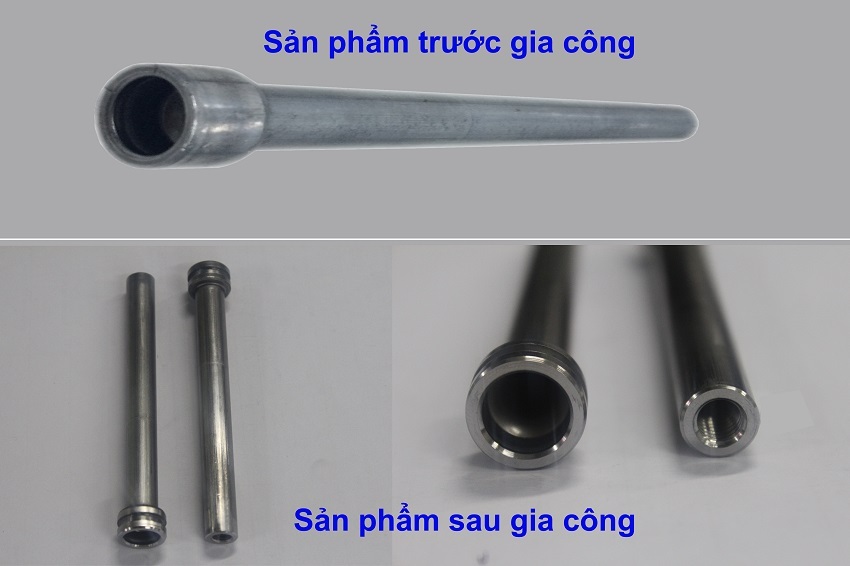
Chi tiết trước và sau khi gia công với máy gia công tích hợp tự động
Đặc điểm nổi bật của máy gia công tích hợp
- Gia công hàng loạt với năng suất cao
- Sản phẩm gia công có độ ổn định kích thước cao
- Máy được chế tạo theo module tiêu chuẩn giúp máy có tuổi thọ cao và dễ thay thế
- Tự động hóa vận chuyển giữa các công đoạn trong quá trình gia công
- Phoi được thổi sạch và đưa ra ngoài bằng dung dịch trơn nguội và băng tải phoi
- Sản phẩm được cấp liên tục vào cụm “ Input” và được di chuyển đến vị trí khỏa 1 & khỏa 2 để
khỏa 2 đầu của sản phẩm sau đó được di chuyển đến vị trí tiện rãnh & taro để hoàn thiện sản
phẩm .Cuối cùng sản phẩm được lấy ra ở cụm “Output. Sản phẩm được đưa vào vị trí kẹp và được gia công tự động đồng thời bởi các đầu trục chính. Các nguyên công có thể ứng dụng cho máy gia công tích hợp là: phay, tiện, khỏa mặt đầu, khoan, doa, ta rô, vát mép, mài…
Thao tác vận hành cơ bản của máy gia công tích hợp
- Máy gia công tích hợp có hai chế độ vận hành là chế độ bằng tay (Manual) và chế độ vận hành tự động (Auto)
- Trong chế độ bằng tay, công nhân dịch chuyển các trục chính phay, khoan, tiện, taro, doa tới các vị trí mong muốn.
- Với chế độ tự động, sản phẩm được cấp liên tục vào cụm đầu vào (Input) và di chuyển đến vị trí gia công. Sau khi sản phẩm được định vị chính xác bằng đồ gá JIG, đầu gia công đi vào thực hiện các nguyên công. Sản phẩm gia công sẽ được đưa tới cụm đầu ra (Output) tự động để công nhân đưa ra ngoài.
Chú ý:
Chu trình chạy máy:
– Sau khi đã đưa máy về trạng thái gốc, đèn Return sáng hẳn, thì chuyển về Auto. Nhấn đồng thời
Reset và Stop để xóa hết tất cả bộ đếm sản phẩm và bộ đếm thời gian về 0.
– Sau khi chuyển sang Auto thì đèn Start nhấp nháy(Đèn Start trên HMI nhấp nháy nhưng không có
tác dụng để chạy Auto vì lí do an toàn).
– Nhấn đồng thời nút Start 1 và Start 2 bàn quay sẽ tự động quay 1 góc 900. Ở lần chạy đầu tiên
này sẽ chỉ có cụm khoan hoạt động.
– Sau khi cụm khoan thực hiện xong, 2 đèn Start 1 và Start 2 sẽ nhấp nháy. Đặt tiếp sản phẩm vào,
nhấn đồng thời 2 nút Start 1 và Start 2 bàn quay sẽ tự động quay 1 góc 900. Ở lần chạy thứ 2 này
cụm khoan và cụm vát hoạt động.
– Sau khi 2 cụm Khoan và Vát thực hiện xong, 2 đèn Start 1 và Start 2 sẽ nhấp nháy. Đặt tiếp sản
phẩm vào và nhấn đồng thời 2 nút Start 1 và Start 2. Bàn quay sẽ tự động quay 1 góc 900.Ở lần
chạy thứ 3 này cả 3 cụm Khoan-Vát-Doa sẽ hoạt động.
– Sau khi cả 3 cụm Khoan-Vát-Doa thực hiện xong đèn Start 1 và Start 2 sẽ nhấp nháy. Đặt tiếp sản
phẩm vào và nhấn đồng thời 2 nút Start 1 và Start 2 bàn quay sẽ quay 1 góc 900. Bắt đầu từ lần
chạy này thì tất cả 3 cụm đều sẽ hoạt động.
– Cứ mỗi lần thực hiện xong thì khi đèn Start 1 và Start 2 nhấp nháy mới được nhấn để thực hiện
chu trình mới .
Các bước thay model, DANDORY
Bước 1. Chuyển máy sang chế độ Manual
Bước 2. Thay khối V định vị, thay đổi khoảng cách của băng tải phù hợp với từng loại model
Bước 3: Thay đổi dụng cụ cắt
Bước 4: Thay đổi chế độ cắt
Bước 5: Thay đổi model trên màn hình điều khiển
Bước 6: Chạy máy chế độ manual
Trong quá trình chạy máy gia công tự động tích hợp, luôn tuân thủ quy trình vân hành mà nhà cung cấp CNCVina đã đưa ra. Luôn vệ sinh máy, kiểm tra hệ thống điện và thủy lực trước và sau mỗi ca làm việc. Bảo trì, bảo dưỡng và thay thế định kỳ cho các cụm cơ khí như ổ bi, ray trượt, vít me. Thay dầu cắt gọt, thay dụng cụ cắt sau lượng sản phẩm đã tính toán. Với việc hiểu và tuân thủ nghiêm ngặt các quy định trong quá trình sử dụng. Bất kỳ máy gia công chuyên dụng nào của bạn cũng sẽ luôn đảm bảo năng suất và vận hành ổn định, lâu dài.
CÔNG TY CỔ PHẦN ỨNG DỤNG CÔNG NGHỆ & CNC VIỆT NAM
Nhà máy: Điểm công nghiệp Sông Cùng, xã Đồng Tháp, Huyện Đan Phượng, Tp. Hà Nội, Việt Nam
Điện thoại: +84.916 63 9355 / +84.915 74 4664
Website: https://cncvina.com.vn; https://cncvina.net; https://cncviname.com.vn
Email: Sales01@cncvina.com.vn | Sales03@cncvina.com.vn